 TEXTILES.ORG
TEXTILES.ORG


The development of a large-scale fabrication machine was conceived during the fabrication of geotextiles for a tailings pond cap in 2010. The machine joins five strips of material at a time to create fabricated panels for large projects. It is capable of both welding geomembranes and sewing high-strength geotextiles. This machine was specifically designed to address the problems of scale at oil sands tailings ponds. The 2010 tailings pond cover was for Suncor Energy Inc. and is located in Fort McMurray, Alta., Canada. The first phase of the project, completed in 2010, required the sewing of 14 million square feet (1.3 million m2) of high-strength geotextile. This was a unique sludge pond cap that was placed on the ice of the frozen tailings pond and remained floating during thawing between the years of construction time. Details of this first phase of production and installation on the frozen pond were presented at the 2011 Canadian Geotechnical Conference (Mills 2011). The project continued for three years and eventually consumed 38 million square feet (3.5 million m2) of sewn fabric. A second tailings pond cap of a similar size was planned to be installed shortly after this pond cap was completed.

The scale of this fabrication required a large commitment of sewing resources. Fabrication was completed in Edmonton, Alta., Canada, using sewing machines mounted on rails. The geotextile was unrolled in stacks five deep in the fabrication bay and then lifted into the sewing machine for joining. Limited-length sections of the panel were sewn at a time and then the entire panel advanced by the winder so that the next section could be sewn. This step-wise sewing continued until the full length of each roll was sewn. Finished rolls were wound up at the same 17.7-foot (5.4-m) width as the input rolls (Figure 2).
Sewing the geotextile for this project was not challenging from a technical standpoint but was very challenging from a scale and capacity standpoint. With the expectation that a second tailings pond cap would follow the first, there was motivation to develop a more automated method of manufacture.

The first attempt at automating manufacturing was an internal effort. Four sewing machines were mounted to a frame and rigged to sew at the same time (Figure 3). While the coordination of the sewing machines worked well, there were problems feeding the geotextile. There was not enough force to pull the fabric through the sewing machines. At this point, a search was undertaken to find a specialist in the automation of sewing equipment.
Specifying the equipment
Finding a specialist in automated, multi-width fabrication equipment was not difficult. There are some very good automated equipment providers in the United States and China that can automate the welding of fabricated geomembranes to most widths. What was more difficult to find was a supplier that could automate the sewing process. After a lengthy search, a number of companies specializing in automated sewing equipment were found, and discussions began.

Creating the specifications for the fabrication line started with a review of all fabricated materials. A list was created showing all the fabrics that would likely be sewn on this machine with the stitch type, thread and seam strength required. The width and roll diameters of the input rolls were also looked at closely. A summary of the specifications for materials for sewing is shown in Table 1.
It is important to note that sewing of high-strength woven geotextiles is specialized, and it is difficult to sew fabrics that have cross-directional strengths of more than 6,852 pounds-force/foot (9.29 kN/m). The basic specification for this machine was to sew the highest-strength woven geotextiles available.

Although sewing was the main driving force behind the specifications on this machine, the reality was that fabrication of geotextiles would not completely fill the capacity of a machine like this in the future. To that end it was decided to add geomembrane welding to the machine’s specifications. Another review was completed of all the geomembrane materials that would likely be fabricated, paying special attention to the roll widths of materials and the weights/thicknesses. Specifications for welding are summarized in Table 2.

Building the line
In June 2010 a request for proposals was sent out to interested vendors. Some initial quotes and concepts were received and reviewed. In fall 2010 meetings were set up to discuss the proposals that looked promising. A vendor was selected and a contract was awarded in summer 2011.
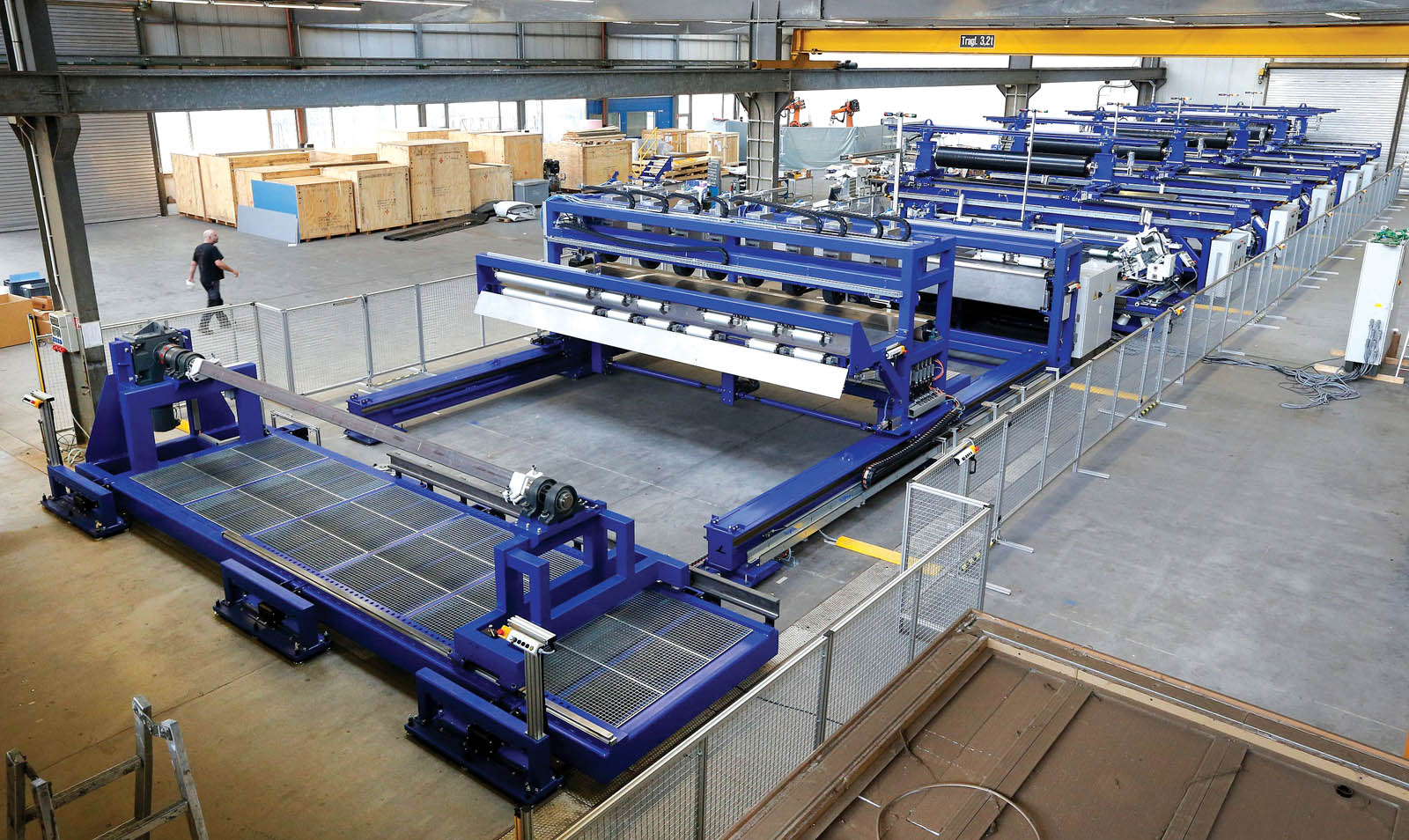
The successful concept consisted of a machine with a large conveyor belt where the stack of material would travel. The initial width was for five rolls wide with each roll a maximum of 18-feet (5.5-m) wide. A series of unwind-stands unroll material down onto this conveyor belt to create a stack of material up to five layers high. Sewing machines are mounted on alternate sides of the conveyor belt, and the welders are opposite the sewing machines (Figure 4). Sewing would use the sewing machines that were right-left-right-left in the direction of travel, and welding would use welding machines that were left-right-left-right in the direction of travel. The unwind-stands and conveyor-belt transfer would be common to both methods of fabrication. The right side of the machine in the direction of travel would be the “zero” side with a fixed position. The left side of the machine is adjustable in width with welding/sewing machines and unwind-stands all adjustable to the width of materials.

The design, modification and building of the machine continued through spring 2014 with handover trials taking place that summer (Figure 5 on page 36). Between the time the machine was ordered in 2011 and the time it was delivered in 2014, a new building had been constructed in Edmonton, Alta., Canada, with space reserved for this machine. The new building was fitted with an overhead crane for moving the roll-handling frames. That machine was shipped in 14 containers and was installed in the fall of 2014. Acceptance trials followed, and handover occurred in November.
The final step in the installation was the naming of the machine. It is now known by the trade name GeoFab 5XTM; however, in this article it will be referred to as the fabrication machine.

Suncor tailings pond cap
The 2010 Suncor tailings pond cap required 38 million square feet (3.5 million m2) of a high-strength woven geotextile. The textile selected was a woven polypropylene provided by TenCate with a tensile strength of 7,195 pounds-force/foot (105 kN/m) in the machine direction and 10,621 pounds-force/foot (155 kN/m) in the cross machine direction. The specification for the seams on this project were a wide-width tensile seam strength requirement of 5,653 pounds-force/foot (82.5 kN/m) minimum. There were two main components of the cap: the first being 8 miles (13 km) of roads that were 328-feet (100-m) wide; the second being panels to fill the spaces between the roads (called polders) that were typically 984 × 525 feet (300 × 160 m) each. Panels were made 74-feet (22.6-m) wide and either 328 feet (100 m) or 525-feet (160-m) long as needed.
The selection of the geotextile, the development of sewing to meet specification, and the development of ice deployment and testing techniques to fulfill the requirements of that project are contained in Mills (2011). A picture of the finished cap is shown in Figure 6, and a detail of the placement of the fabricated geotextile on the ice is in Figure 7.

As noted, the fabrication of the geo-textiles was accomplished using rail-mounted sewing machines. More than 373 miles (600 km) of shop seams were required to fabricate this material. The project required 1,353 sewn panels, which were completed over a three-year period.
In 2014 the fabrication machine had just completed acceptance trials when another order came from Suncor for an additional 90 panels for the polder sections of the same pond. This was 3.5 million square feet (326,000 m2) of high-strength fabric to the same specification that the fabrication machine had been designed for, so this was an excellent starting point. The sewing of the panels began at the end of 2014.

Initial qualification seams on the fabrication machine went well; however, once all four sewing machines were running, a number of teething problems became apparent. There did not appear to be any major faults, but several small issues had to be resolved individually in order for sewing to progress smoothly. To make sure that all materials shipped to site met specifications, panels were unrolled and inspected on the floor if there were any issues during the sewing. A camera system was added to show the underside of all sewn seams, which allowed the operator to find, mark and repair any skipped stitches (Figure 8). A sample from each panel was also destructively tested to ensure that wide-width tensile strengths were maintained.
In January 2015 a sewing expert was brought in to analyze the sewing. During the evaluation, three small items were not working well. The biggest problem, however, was one of setup. The sewing machines on the fabrication machine were custom-made units that used a mechanical sewing arrangement different from the sewing machines used in normal fabrication. The operators were used to setting up machines that were mechanically different. With the faults fixed and setup issues resolved, the fabrication machine ran smoothly for the balance of the order (Figure 9).

Fabrication of this high-strength woven geotextile on the fabrication machine is significantly faster than in standard fabrication. When comparing the fabrication rates of the 2010 order with the 2014 order, the fabrication machine sewed the materials 7.5 times faster on average. At the end of the 2014 order, the fabrication machine was sewing at a rate nearly 10 times faster than the 2010 order.
The completion of the 2014 order marked the readiness of the fabrication machine for sewing projects, as all major sewing issues were resolved. Sewing projects completed since this time have gone smoothly.
Ottawa Trail Road Landfill cap
The second case history is a welded geomembrane cap for the Trail Road Landfill for Ottawa, Ont., Canada, which was completed in 2007–08. The areas covered were identified as Stage 3 and Stage 4 of the landfill. The cap was an interim exposed cap. The material used for the cap was a 0.3-inch (7.6-mm) fortified polyolefin material (Enviro Liner 6030) supplied to fabrication in rolls 12.34-feet (3.76-m) wide. The 2007 cap required 3.4 million square feet (320,000 m2) of material. The material was fabricated into two panel sizes. The first panels were 36 × 230 feet (11 × 70 m), and there were 136 of these made. The second panel size was 167 × 131 feet (51 × 40 m), and there were 38 of those panels made.
The selection of the geomembrane; a discussion of the ballasting, drainage and gas-venting designs; and a description of the construction are contained in Simpson et al. (2009). An aerial view of the project under construction is in Figure 10.

The fabrication in 2007–08 was completed using self-propelled wedge welders to weld one seam at a time. Two welding plants were utilized. The 36 × 230 feet (11 × 70 m) panels were fabricated in Edmonton and the 167 × 131 feet (51 × 40 m) panels were fabricated in Vaughan, Ont. (near Toronto).
Then in 2015 another section of the Trail Road Landfill was marked for final closure. The material selected for this final cap material was a 40-mil linear low-density polyethylene (LLDPE), textured on both sides. The new project was 893,404 square feet (83,000 m2) and would be run on the new fabrication machine. The panel sizes chosen were 50.85 × 400 feet (15.5 × 122 m) each or about 44 panels.
At the same time as the fabrication machine was being built, another division of the authors’ company installed an extrusion line to manufacture wide-width (23-foot [7-m]) geomembranes. One of the specifications for that line was to make materials to fabricate on the fabrication line. The extrusion line was built with the option to make materials at a special width of 17.49 feet (5.33 m) to accommodate the fabrication machine. A brief period of trials (Figure 11 on page 40) established that a 17.32-foot (5.28-m) width would work best for both the new extrusion line and the fabrication machine. The 40-mil textured material used on the second Ottawa project was 17.32-feet (5.28-m) wide for the 50.85 × 400 foot (15.5 × 122 m) panels, which made them three-panels wide (Figure 12).

Working through the details of welding on the fabrication line required that issues be found and resolved. With a machine the size and complexity of the fabrication line, it takes time to work out the procedures that will control welding. One aspect that really helped the welding was the design of the wedge welders. The custom wedge welders on the fabrication machine are large, sturdy machines, something that is only possible on stationary equipment. The wedges have 2,800 watts of heat each, which is significantly more than the 1,600 watts of the self-propelled welders used in the rest of the shop. On weld start-up, the fabrication machine welders do not lose significant temperature and hold their set point very well.
A number of quality control techniques also helped to make sure that all the welds met the specifications of the project. The first was an infrared weld inspection system that was installed on the fabrication machine. This special system uses infrared cameras to measure the temperature of a weld after it has been welded to make sure that there is sufficient heat in the weld to make a seam. If the weld temperatures are not correct, an alarm alerts the operator. The second quality control addition was to use split wedges so that seams could be air pressure tested after welding. The third aspect of quality testing was to perform destructive tests at the end of each fabricated roll.
Fabrication of the geomembrane for the second Ottawa landfill project was faster than the regular fabrication of the first project. The panels fabricated in Edmonton in 2007–08 and the panels made on the fabrication machine in 2015 were both three-wide panels. The fabrication rate in 2015 was four times faster than the 2007–08 rate. If the fabrication machine had been able to make five-wide panels, the fabrication rates would have gotten closer to the values seen on the sewing example. The completion of the 2015 order marks the readiness of the fabrication machine for welding projects, as all major welding issues were resolved.
Conclusion
This article highlights some innovative equipment technology and automation developed for the fabrication of geomembranes and geotextiles. The development of a specialized sewing and welding machine to address the scope requirements of large projects has been successfully implemented. While the machine is not suitable for smaller projects, the increase in fabrication rate is important for speeding up the work on larger projects. In the case histories presented, the fabrication machine showed a fabrication rate increase of 7.5 times faster than previous methods for sewing and a welding increase of about four times faster than previous methods. Significantly faster improvements in welding would be available for four- and five-wide welded panels.
A new fabrication machine has been developed that can weld or sew materials with input roll widths of 17.7 feet (5.4 m) and join them into panels up to five wide at rates up to 7.5 times faster than standard fabrication methods.
References
Mills, A. (2011). “A case history on the use of high strength woven geotextiles to reinforce an oil sands tailings pond closure.” Proc., 2011 Pan-Am CGS Geotechnical Conf., CGS, Richmond, B.C., Canada.
Simpson, M., Benson, A., and Derrick, U. (2009). “Innovative design and construction of a landfill cap: A case study of the City of Ottawa’s Trail Road Landfill.” Proc., Geosynthetics 2009, Industrial Fabrics Association International, Roseville, Minn.
Andrew Mills, C.E.T., is a project manager for special projects in the Environmental Containment division of the Layfield Group.
Naeem Yassin, M.Eng., E.I.T., is a process engineer with the Layfield Group.